Разновидности и специфика производственного процесса резьбовой шпильки

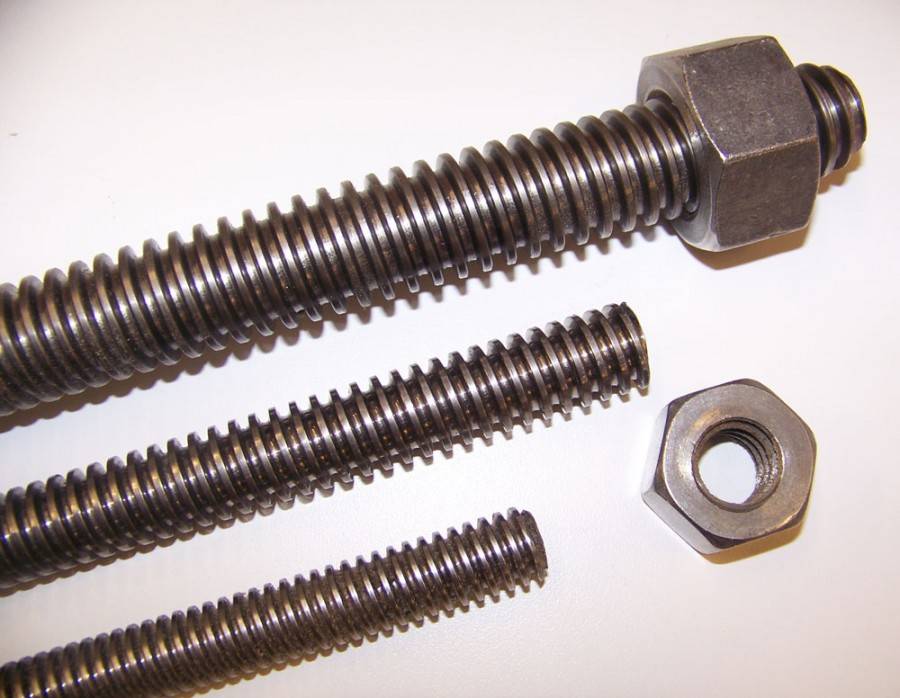
Резьбовая шпилька представляет собой металлический стержень в форме цилиндра. На одном или сразу двух концах детали имеется резьба, обеспечивающая надёжное крепление. На резьбовую часть шпильки навинчиваются гайки, а под них подкладываются шайбы, защищающие изделие от смятия или продавливания.
Особенности классификации
В зависимости от формы основы, резьбовая шпилька бывает с прямым и изогнутым стержнем.
Первый вариант пользуется весьма широким спросом. Второй заменяет собой анкерный болт и применяется преимущественно в строительной сфере для надёжной фиксации различных конструкций, например, фланцевых соединений.
Выделяют следующие разновидности резьбы:
- метрическую;
- трубную;
- дюймовую;
- упорную;
- трапецеидальную;
- квадратную.
Особой популярностью пользуются изделия с метрической разновидностью резьбы, которые, в свою очередь, подразделяются на два типа: с крупным и мелким шагом.
Ещё одним основанием для классификации деталей служит вариант их исполнения. По этому критерию они распределяются на две группы:
- изделия, безрезьбовая часть которых равна диаметру резьбы;
- детали, гладкая поверхность которых меньше диаметра резьбы.
Исходя из наличия и характера шероховатостей на поверхности стержня, различают изделия нормальной и повышенной точности. Первый вариант применяется чаще всего. Изделия этого класса устанавливают в отверстия, диаметр которых немного превышает параметры шпильки. Разница в этом случае составляет 1,5 миллиметра. Детали повышенной точности применяются для монтажа соединений в особо ответственных ситуациях. Зазор – до 0,3 мм.
Что касается материала, то прочность металла напрямую влияет на сферу применения резьбовых шпилек. В процессе производства используются следующие виды стали:
- стандартная;
- углеродистая;
- легированная;
- низколегированная;
- нержавеющая обыкновенная;
- жаропрочная;
- нержавеющая, обладающая повышенными антикоррозионными характеристиками.
В производственном процессе, помимо стали, применяются и другие металлы: медь, титан, латунь.
Особенности изготовления

Производство метизов, в частности, резьбовых шпилек, имеет определённые нюансы. Для этой цели чаще всего применяется резьбонакатное оборудование. Кроме того, изготовить деталь можно вручную на токарном станке, используя специальные плашки.
Диаметр резьбы изделия зависит от сферы его применения. Так, для фланцевых соединений оптимально подходят детали с параметрами от М10 до М160. Для отверстий с гладкими краями берутся изделия, имеющие диаметр от 2 до 48 миллиметров на обоих концах. Требования относительно диаметра шпильки и особенностей резьбы определяется ГОСТом или другой технической документацией.
Стабильно высоким спросом пользуются изделия, имеющие европейские стандарты. Они отличаются универсальным характером и открывают пользователям широкие возможности в плане их применения. Данные детали отличают следующие параметры:
- наличие резьбы по всей длине изделия;
- большая вариативность диаметров — от М2 до М72 мм;
- длина детали – от 70 до 3000 мм;
- использование различных марок стали в производственном процессе.
Следует отметить, что в строительной сфере устанавливаются особые требования к резьбовым шпилькам. В этой области преимущественно используются изделия с гладким отверстием или ввинчиваемым концом. Кроме того, специальные шпильки обеспечивают надёжное крепление фланцевых соединений и фундаментальных болтов.


